+86-13606279128
 English
English





 |




Nantong Chaoli
| Quantity: | |
|---|---|
1、The machine adopts hand-assisted feeding, and the gap distance at the butt joint after rounding is decided by the material of the plate on the basis of meeting the precision of rounding.
2、Under the condition of accurate feeding and correct installation and use of the counterpart device, the lateral misalignment of the plate after rolling round is within ±0.5mm.
3、The precision roundness of the workpiece rolled by the machine: ≤±0.5mm . (Except for the plate physical properties are not stable)
4、The rolled system is fast and the amount of straight edge is very small, and there is no straight edge for the thin plate below 3mm.
5、Rolling time depends on the size of the rolled diameter, about 20-60 seconds / one, the production beat needs to be counted into the loading and unloading time.
6、No scratches, cracks and other damage defects on the surface of the plate after rolling.
7、When the equipment rolls different workpieces, it is necessary to change the mold corresponding to it. When the equipment is made, consider the simplicity of changing, the maximum changing time for rolling different workpieces with different outer diameter is not more than 15 minutes.
8、The hydraulic control components are made of Taiwan brand, and the hydraulic oil tank is arranged behind the bed or inside the equipment. The pressure of the hydraulic system can be adjusted separately and there is pressure protection device.
9、The rest not agreed to Q/320621BBD 01-2011 standard shall prevail.
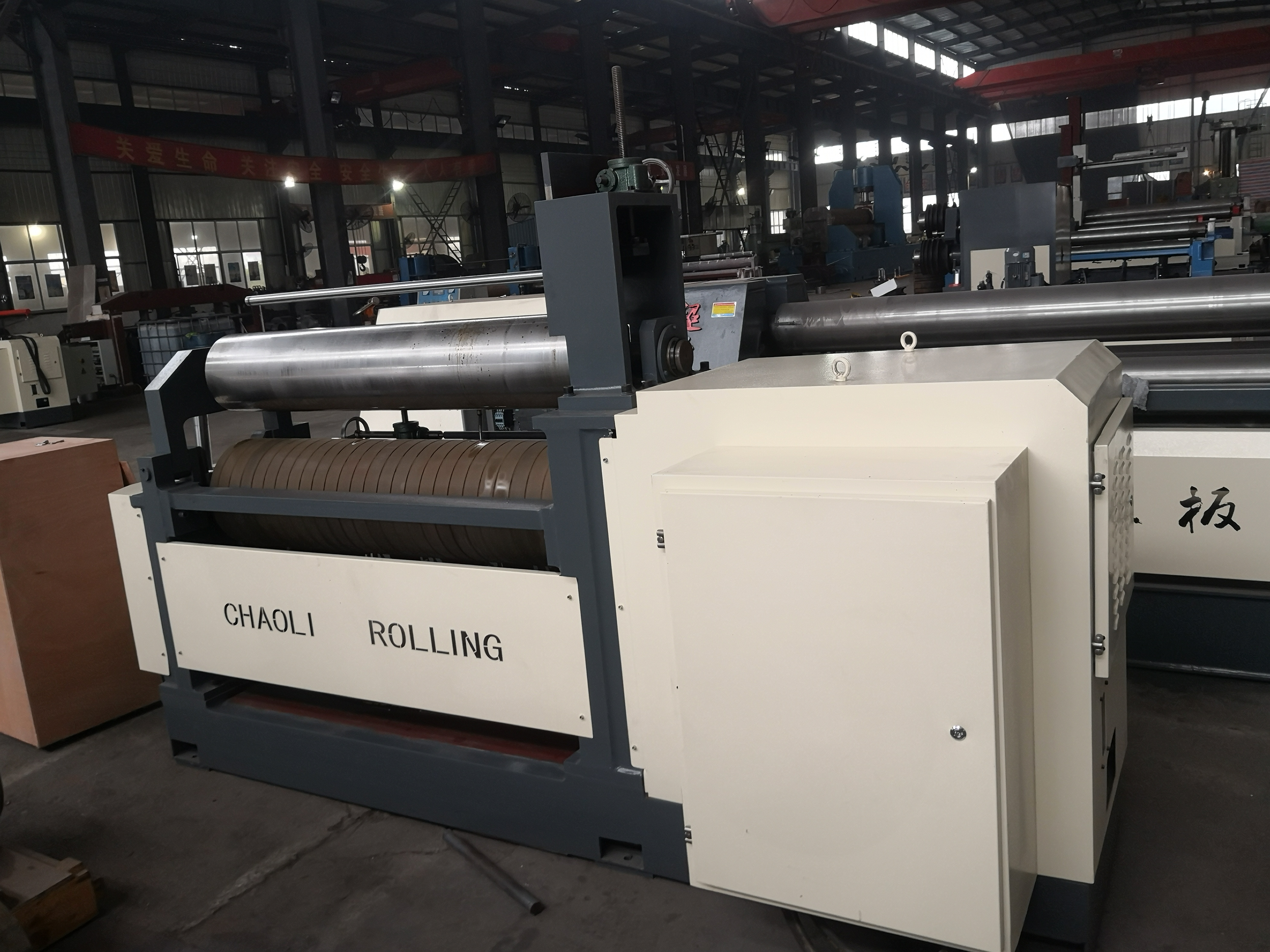
Heavy 2 roller plate bending machineis designed for rapid production of radius and cylindrical parts, from start to finish, at the push of a button, and cost-effective. A machine designed for high-speed continuous production. Easily set up using durable mechanical and electrical limit devices. With the addition of an automatic loading and pusher system, the device will become a powerful tool that reduces part throughput and handling time to an absolute minimum
Standard function:
High-speed one-time rolling
Quick setup and adjustment
Eliminates the leading flat head
Rolling of round parts with close tolerances, even using plates with cuts, gaps and perforations
Frames for heavy steel plates and structural profiles, electric welding, stress relief and precision CNC machining
Polyurethane roller driven by motor, frequency converter and gear reduction or hydraulic pressure
The electric lower end is activated by an automatic button or a button
Upper roller plate support arm, manual preset
All rollers are installed in spherical roller bearings
Set polyurethane roller stroke through precision dial indicator handwheel or electrical device
The carriage is pinched by the upper/lower polyurethane rollers of the hydraulic device
Paper feed bracket with flattening arm
Low-voltage control device, installed on the separate command platform with button control device, the lower roller is leveled forward
Manual forced lubrication
Optional equipment
Plate loading system
Cylinder ejector system
Automatic sheet calibration system
Pallet shuttle system
Special machine configuration
Dedicated production operations
Various overhead support configuration
CNC and multi-axis CNC control for automatic production
2 roller models are available in length
Dedicated roller or
Special roller cone machine
The surface of the part has no deterioration of finish and high hardness polyurethane coating. The lower roll can perfectly roll and polish aluminum alloy, stainless steel or mirror surface materials without surface damage or pollution. Reduce/eliminate unbent flat steel, produce a perfectly aligned seam with maximum pressure between the top and the pinch roller, and achieve a completely parallel seam with almost no unbent flat steel.
1、The machine adopts hand-assisted feeding, and the gap distance at the butt joint after rounding is decided by the material of the plate on the basis of meeting the precision of rounding.
2、Under the condition of accurate feeding and correct installation and use of the counterpart device, the lateral misalignment of the plate after rolling round is within ±0.5mm.
3、The precision roundness of the workpiece rolled by the machine: ≤±0.5mm . (Except for the plate physical properties are not stable)
4、The rolled system is fast and the amount of straight edge is very small, and there is no straight edge for the thin plate below 3mm.
5、Rolling time depends on the size of the rolled diameter, about 20-60 seconds / one, the production beat needs to be counted into the loading and unloading time.
6、No scratches, cracks and other damage defects on the surface of the plate after rolling.
7、When the equipment rolls different workpieces, it is necessary to change the mold corresponding to it. When the equipment is made, consider the simplicity of changing, the maximum changing time for rolling different workpieces with different outer diameter is not more than 15 minutes.
8、The hydraulic control components are made of Taiwan brand, and the hydraulic oil tank is arranged behind the bed or inside the equipment. The pressure of the hydraulic system can be adjusted separately and there is pressure protection device.
9、The rest not agreed to Q/320621BBD 01-2011 standard shall prevail.
Heavy 2 roller plate bending machineis designed for rapid production of radius and cylindrical parts, from start to finish, at the push of a button, and cost-effective. A machine designed for high-speed continuous production. Easily set up using durable mechanical and electrical limit devices. With the addition of an automatic loading and pusher system, the device will become a powerful tool that reduces part throughput and handling time to an absolute minimum
Standard function:
High-speed one-time rolling
Quick setup and adjustment
Eliminates the leading flat head
Rolling of round parts with close tolerances, even using plates with cuts, gaps and perforations
Frames for heavy steel plates and structural profiles, electric welding, stress relief and precision CNC machining
Polyurethane roller driven by motor, frequency converter and gear reduction or hydraulic pressure
The electric lower end is activated by an automatic button or a button
Upper roller plate support arm, manual preset
All rollers are installed in spherical roller bearings
Set polyurethane roller stroke through precision dial indicator handwheel or electrical device
The carriage is pinched by the upper/lower polyurethane rollers of the hydraulic device
Paper feed bracket with flattening arm
Low-voltage control device, installed on the separate command platform with button control device, the lower roller is leveled forward
Manual forced lubrication
Optional equipment
Plate loading system
Cylinder ejector system
Automatic sheet calibration system
Pallet shuttle system
Special machine configuration
Dedicated production operations
Various overhead support configuration
CNC and multi-axis CNC control for automatic production
2 roller models are available in length
Dedicated roller or
Special roller cone machine
The surface of the part has no deterioration of finish and high hardness polyurethane coating. The lower roll can perfectly roll and polish aluminum alloy, stainless steel or mirror surface materials without surface damage or pollution. Reduce/eliminate unbent flat steel, produce a perfectly aligned seam with maximum pressure between the top and the pinch roller, and achieve a completely parallel seam with almost no unbent flat steel.





